News
The occurrence and control of defects in surface processing of hot-rolled bars
Abstract: Through the analysis and study of the morphological characteristics of the surface defects of hot-rolled bars in the continuous rolling plant of Northeast Special Steel Group Fushun Special Steel Co., Ltd., combined with metallographic analysis and production practices, such surface defects are classified; and according to them The characteristics and reasons respectively proposed feasible control measures, which improved the surface quality of the bar, and its eddy current flaw detection pass rate increased by nearly 10%.
Key words: hot-rolled bar; surface defects; morphology; control;
The black-skinned steel produced by Northeast Special Steel Group Fushun Special Steel Co., Ltd. often has some surface defects. For users who are directly blanked for upsetting, the apparent quality defects account for more than 80% of the quality objections. The in-plant eddy current inspection is in progress. The one-time pass rate is less than 75%, and the unqualified materials need repeated grinding, flaw detection, and blank assembly, which brings great troubles to production. The defects caused by the two links of smelting and processing have their own characteristics [1]. This article combines the defect morphology and theoretical analysis in the processing and production to classify and summarize the defects in the surface of the bar.
1 Production process
The main process route of hot-rolled bar production in the continuous rolling plant of Fushun Special Steel Co., Ltd. is: electric furnace → refining → continuous casting (200 mm×200mm or 240mm×240mm square billet) → rolling (13~90mm round steel) . The main equipment of the production line: 60t UHP electric arc furnace, LF furnace, VD furnace, four-stream arc continuous caster, end-in-side-out walking beam heating furnace, 24 continuous rolling mills.
Randomly select 30~90 mm round steel in the eddy current flaw detection for pickling, angular local grinding, etc., and record and record the fuel injection mark for eddy current flaw detection.
2 Defect analysis and control measures
2.1 Folding
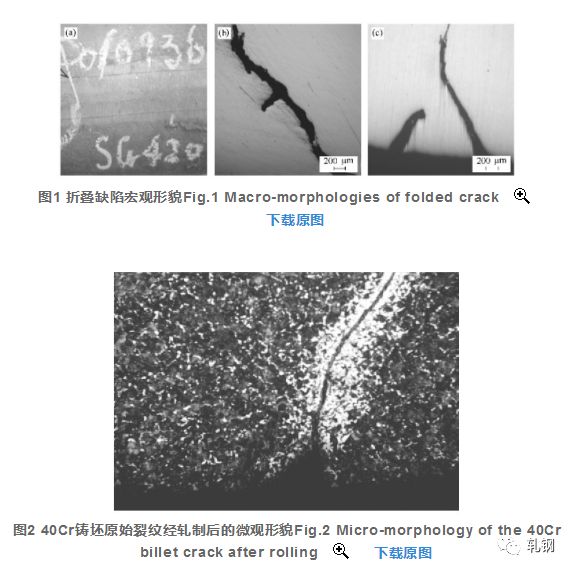
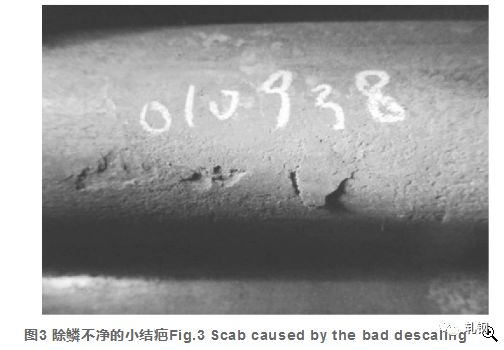
Folding defects are produced during the rolling process. Figure 1 shows the typical form of cracks caused by surface folding defects. The cracks are usually at an angle of 15° to 75° with the surface of the steel. The tail is round and blunt, and both sides are slightly decarburized or no decarburization. There is iron oxide scale inside, and the opening is wide. The surface of typical folding defects after pickling is mostly double parallel lines, which are distributed over the whole steel. There are also single-pass folding defects in production, which are often confused with the original cracks of the slab, but the original cracks of the slab are heated at high temperatures, and the decarburization on both sides of the crack is often serious, as shown in Figure 2.
The main reason for the folding is that the rolled piece before the finished product has ears. Secondly, the flashing, severe scratches, damage to the roll ring, severe wear of the roll groove, etc. caused by each pass during the rolling process can all be Fold the surface of the finished product; in addition, if the blank has serious defects, improper cleaning may also cause folding. Therefore, the main measures to reduce or avoid folding are: reasonable design of the pass, accurate estimation of the width, precise adjustment of the roller groove and guide and guard position, reduce or eliminate defects such as ears, flash, and scratches on the front rolling piece of the finished product, carefully Clean up serious defects on the surface of the blank.
2.2 Scarring
The occurrence of the scarring defect of the bar is closely related to the original surface quality of the cast slab, the rolling operation, the head and tail shear after rolling and the equipment status. Although scarring defects have different shapes, they are relatively intuitive defects compared to hidden defects such as cracks and folds, and it is easy to analyze and locate their production links.
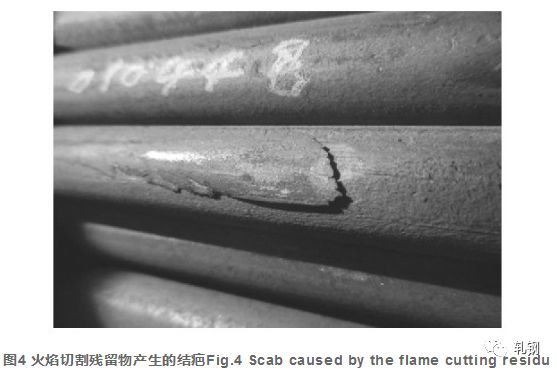
The small scarring defect shown in Figure 3 was discovered after the eddy current flaw detection. A review of the production conditions at that time revealed that the descaling water of this batch of steel was too high, causing the descaling nozzle to be blocked, the descaling effect was not good, and the surface was oxidized. There are many iron scale residues, and some small discontinuous scars appear on the steel surface after rolling some of the oxide scale adhered to the surface of the steel billet [2]; in addition, it will cause a large number of pitting defects. Therefore, ensuring the quality of the descaling water, regular cleaning and maintenance of the nozzles can reduce such defects.
The scarring defect shown in Figure 4 mostly occurs at the head and tail of the billet. It is the flame cutting residue produced by the flame cutting of the continuous casting slab that adheres to the head and tail of the steel during the rolling process, and it is not completely cut when the head and tail are cut. of. Therefore, it is necessary to ensure the cutting quality when the continuous casting slab is cut to length and minimize the residue. Using combustion aids to supplement the fusing capacity of the flame cutting gun and appropriately increasing the length of the cutting head and tail after rolling are effective measures to control such defects.
The corner wear of the billet shown in Figure 5 is generated in the heating furnace of the continuous rolling mill. The heating furnace in the continuous rolling mill is an end-in-side-out walking beam heating furnace. The furnace is discharged by a cantilever roller fixed on the furnace wall and penetrated into the furnace. The operation steps of the furnace are lifting the moving beam with the material, moving forward, and moving the beam. Lower (the billet is placed on the cantilever roller), turn the cantilever roller out of the furnace. The height of the fixed beam is flush with the upper roll of the cantilever roll. If the charging is too dense or the billet is skewed, when the previous billet is released by rotating the cantilever roll, the lower surface of the latter billet is also repeatedly rubbed by the cantilever roll. As shown in Figure 5, the billet is damaged, and large scale scars appear in the subsequent rolling.
The pressed-in single-point deep pit shown in Figure 6 can also be classified as a scar type defect, which mostly occurs near the head of the steel. The first six roughing mills of the rolling mill in the tandem rolling mill use a horizontal and vertical alternating box square pass system. The entrance adopts a sliding guide, and the rolling piece smoothly bites and rolls stably without twisting. It depends on the entrance guide and the upper roll ring. Therefore, the distance between the entrance guide and the upper roll ring should be the same as the size of the previous rolling piece. When the rolling piece exits the flat rolling mill, the head rises, the rolling line of the flat vertical rolling mill is poorly aligned, and the entrance guide is too high, which will cause the billet head to be rolled up by the rolling mill roll at the moment of biting, and stick to the surface of the rolling piece. , It will cause this kind of defect after rolling and falling off in the follow-up production. In production, especially when changing steel grades and billets, appropriately adjusting the height of the sliding guide and standardizing the size of the rough rolling pass can reduce this defect.

2.3 Scratches
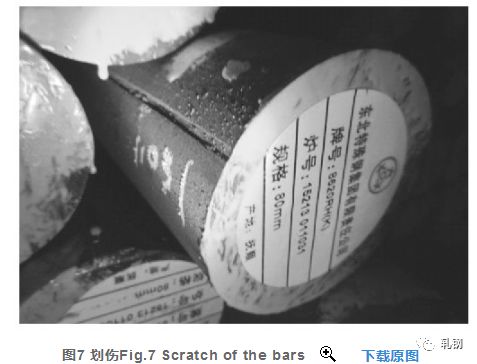
Scratch on the surface of steel is completely a processing defect, and missed inspection of the scratch may cause surface cracking in the user's use process, especially when the user is cold-headed, which is more harmful and often results in batch waste.
It is mainly produced in the conveying roller table and the side wall of the channel after the steel is rolled. Due to the lock of the roller bearing, the iron sheet and other foreign objects, the roller table stops rotating, the vertical roller on the side wall of the channel is adjusted improperly or the connection is protruding. These immovable hard spots will cause scratches when they come in contact with the moving red hot steel. This kind of scratch is often shallow, as shown in Figure 7; there is also a more serious scratch, which occurs at the entrance guide splint and the exit duct of the rolling mill. Due to the improper installation or alignment of the guide duct, the steel passes through. Scratched. To eliminate scratches, it is necessary to start with the regular inspection and maintenance of equipment, the use of alarm devices, and the regular inspections of the rolling mill by the rolling mill.
2.4 Roll injury
Roll damage occurs at defective rotating parts, which may be rolling mill rolls, rolling guide rolls, channel ground rolls, channel side vertical rolls, straightening rolls, etc. The most important feature of roll damage is that it is distributed regularly in the length direction of the bar, and the defects appear in a fixed length period. Figure 8 shows a typical straightening roll damage.

After a steel pile accident occurs, the surface of the roll and the guard roll should be confirmed to see if the iron sheet is adhered; for high-alloy varieties with greater deformation resistance, the head should be removed to avoid the hard spots caused by the rapid cooling of the head to damage the roll. Afterwards, check whether there are hard flaw pits on the surface of the roll; take a sample for rolling logistics, and the length of the sample for small-size materials should be appropriately extended. The pickling logistics inspection can find the roll damage in time, and find out the location in time according to the distribution law of roll damage. Can reduce the amount of roll injury waste.
2.5 Other surface defects
2.5.1 Wrinkles
Wrinkle defects are manifested as multiple stacked defects on the surface of the steel, with varying depths, as shown in Figure 9. On the finished steel, it mostly corresponds to the position of the roll gap of the finished pass. The wrinkles are related to the use of the pass and the pass structure is related to the rolling deformation. Slight wrinkles will not have an adverse effect on the use of the steel. Serious wrinkle defects Like cracks, it penetrates into the surface of the steel and forms serious defects, which will affect customer use after missed inspections.
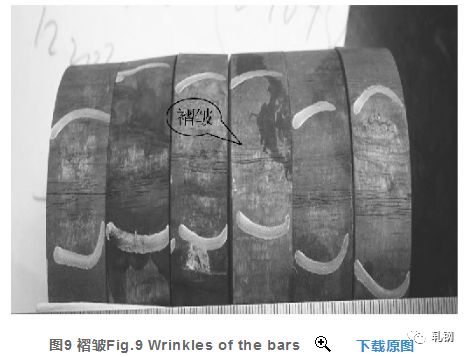
The literature [3] pointed out through metallographic defect analysis and finite element simulation technology: wrinkles are formed in the early stage of bar rolling, which is a kind of recrystallization phenomenon. The simulation results show that temperature and deformation energy level are the most important for controlling the formation of surface defects. Important parameters, by changing the hole type, limiting the deformation energy can reduce instability. This conclusion is consistent with the actual production of Fusteel's continuous rolling mill. The rougher the pass in the first few passes, the heavier the degree of wrinkles on the surface of the rolled material; the smoother the pass in the initial stage of rolling, the lighter the degree of wrinkles on the surface of the rolled material. .
Therefore, controlling the service life of the pass, the amount of steel passing, and the reasonable pass design are the main means to solve the surface wrinkle defects of the hot-rolled bar.
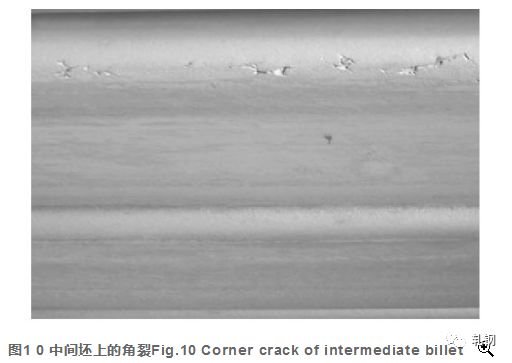
2.5.2 Corner cracks in the middle blank
In the continuous rolling production process, the continuous casting billet heating process system has an important impact on the surface quality of the rolled material; another more typical defect found in the production process is shown in Figure 10~Figure 12. The occurrence of defects is related to the heating process. . The temperature in the preheating section during heating does not match the thermal state of the billet, which will easily cause cracks in the billet with coarse original grains and poor plasticity.
In the case of cold billet heating, because there is a ferrite/cementite→austenite transformation, this transformation will cause tensile stress on the surface of the cast slab, so heating should not be too fast near the phase transition temperature (the heating rate is not higher than 4℃/min), otherwise it is easy to produce surface cracks. In the case of hot delivery and hot charging of the cast slab, there may be two opposite phase transformation processes (ferrite/cementiteaustenite transformation) on the surface and inside at the same time, which makes the surface of the cast slab more stressful. Complex, so it is more prone to surface cracks. Only when the furnace entering temperature is far away from the phase transition temperature range, can the occurrence of surface cracks be effectively avoided. For hot-delivered steel grades, the furnace should be loaded avoiding the crack sensitive temperature range, that is, the furnace should not be higher than 600°C.
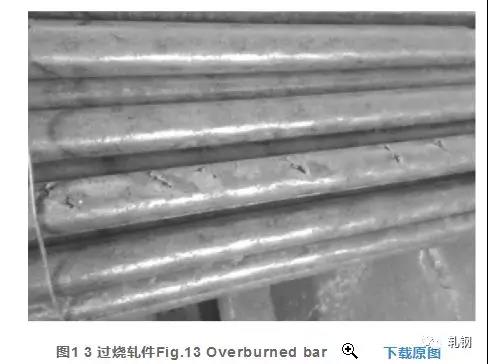
2.5.3 Overburning, cracking
High-alloy tool steel and high-carbon steel are more sensitive to heating temperature and are prone to over-burning cracks. The surface of the steel shows transverse cracks with thick edges and oxidized colors, as shown in Figures 13 and 14. In severe cases, it even breaks into several sections during rolling, which should be a rolling quality accident strictly speaking. By formulating a reasonable heating process system and adjusting the heating temperature in time when the main line of the rolling mill fails, over-burning and low-temperature cracking accidents can be reduced.
3 Conclusion
By analyzing and summarizing the above-mentioned defects in the production process, Fushun Special Steel Continuous Rolling Mill took timely corrective and preventive measures for different defects, which greatly improved the surface quality of the rolled products, and the first pass rate of eddy current flaw detection increased by more than 10%.
Categories
Latest News
- The occurrence and control of 2021-06-23
- Iron ore spot markets surged 2018-12-28
- Iron ore prices surge2018-12-28
- Dalian iron ore extends gains 2018-12-28
- China to impose additional tar2018-12-28
Contact
CONTACT USContact:Charlie
Phone: +86-15910257355
Email:gm@amtco.cn
Add:Building 16, Jiajie BDA Park, Daxing, Beijing, China, 100176
 Send Email
Send Email Charlie
Charlie